

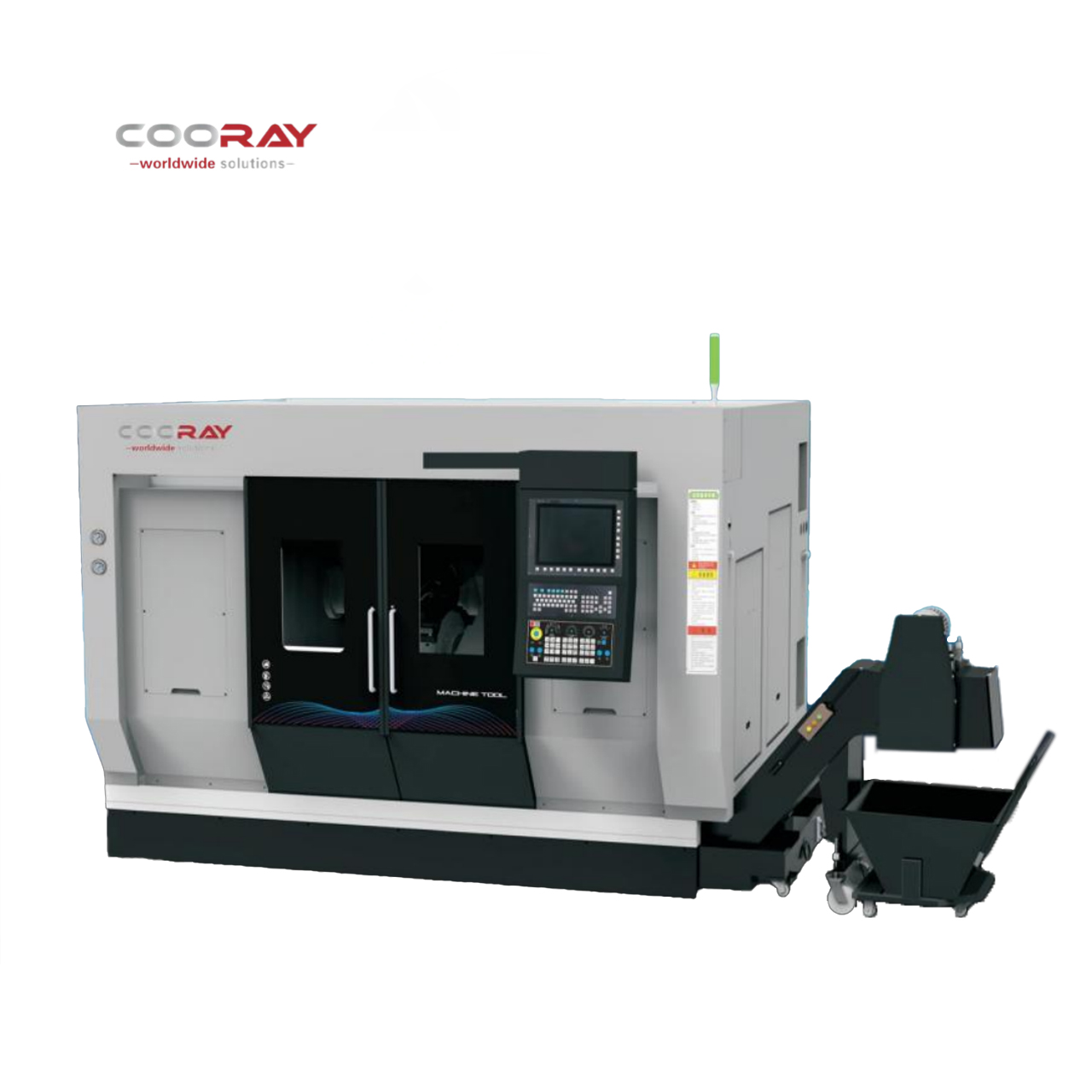















CRL52MSE
I. Совместная работа двух шпинделей — новый уровень эффективности Главная особенность станка CRL52MSE — конструкция с главным и дополнительным шпинделями, оба оснащены постоянным магнитом синхронными прямодвигательными электродвигателями, что позволяет выполнить полный цикл обработки детали при е...
Описание
маркер
I. Совместная работа двух шпинделей — новый уровень эффективности
II. Надежная комплектация — гарантия стабильной точности
Конструкция высокой жесткости
Высокоточная передающая система
Дизайн, устойчивый к тепловой деформации
III. Гибкая индивидуальная доработка — адаптация к разнообразным производственным сценариям

связаться с нами
Сопутствующие популярные продукты

CRL52MSYE
Под брендом Фошань Куоруй Machinery, в линейку флагманских моделей серии токарных станков COORAY ...

Cooray Механическая автоматическая подающая машина для длинных стержень ST
Cooray Механическая автоматическая подающая машина для длинных стержень Точное позиционирование:...

Cooray Высокая жесткость, регулируемый поворотный стол задней бабки осевого типа YCWDY
Cooray Высокая жесткость, регулируемый поворотный стол задней бабки осевого типа Высокая жесткост...

E4-40×40
E4-40x40 Держатель инструмента VDI для цанг ER Оправки блоки VDI используются в токарных станках ...
CRL200MYC
COORAY CRL200MYC Mazak дизайн живой револьверной косой станины задней бабки встроенный Y оси FANU...

E3-40×20
E3-40x20 Держатель инструмента VDI для цанг OZ (EOC) Оправки блоки VDI используются в токарных ст...

CR550E
Особенности высокоточного вертикального токарного станка с ЧПУ CR550E Все элементы станка изгот...

VDI40-5482-ER32-90
VDI40-5482-ER32-90 приводной радиальный (угловой) блок ER32 Оправки блоки VDI используются в тока...

Cooray Башня прямого привода
Cooray Башня прямого привода Прямой привод, отсутствие зазора в передаче: в револьверной головке...

F50-MKD3
F50-MKD3 Держатель VDI с выколоткой для инструмента с конусом Морзе №3 Оправки блоки VDI использу...

CRL200MSYE
COORAY CRL200MSYE живая револьверная наклонная станина подшпиндель встроенный Y оси FANUC CNC ток...

C1-50x32x100
C1-50x32x100 Держатель инструмента VDI аксиальный, правый Оправки блоки VDI используются в токар...

VDI30-5480-ER32-90
VDI30-5480-ER32-90 приводной радиальный (угловой) блок ER32 Оправки блоки VDI используются в тока...

B6-50x32x55
B6-50x32x55 Держатель инструмента VDI радиальный, левый удлиненный Оправки блоки VDI используютс...
Cooray DT75 – 530CY (75 -ный силовой турецкий башенок с хвостовиком для токарно – фрезерной обработки)
Cooray DT75 - 530CY (75 -ный силовой турецкий башенок с хвостовиком для токарно - фрезерной обраб...

CRL700M
Преимущества продукции COORAY CRL700M Это специализированное оборудование для тяжелого резания к...







